

कम कार्बन स्टील वेल्डिंग इलेक्ट्रोड J502 . के लिए सीएस वेल्डिंग रॉड

व्यक्ति से संपर्क करें : Kevin Yin
WhatsApp : +8613812837333



| न्यूनतम आदेश मात्रा : | एक फूस | मूल्य : | USD 1 |
|---|---|---|---|
| पैकेजिंग विवरण : | तटस्थ बॉक्स/एलटी रंग बॉक्स/OEM ब्रांड बॉक्स | प्रसव के समय : | 15 कार्य दिवस |
| आपूर्ति की क्षमता : | 1,200,000 टन प्रति वर्ष |
| उत्पत्ति के प्लेस: | चीन | ब्रांड नाम: | LONGTENG |
|---|---|---|---|
| प्रमाणन: | TUV CE, ABS, DB, ISO9001,CCS | मॉडल संख्या: | एलटी · J506 |
|
विस्तार जानकारी |
|||
| प्रोडक्ट का नाम: | कार्बन स्टील इलेक्ट्रोड LT·J506 | नमूना: | एलटी · J506 |
|---|---|---|---|
| ब्रैंड: | लोंगटेंग | व्यास: | 2.0/2.5/3.2/4.0/5.0 |
| वज़न: | 5 किलो | कोटिंग का प्रकार: | कम-हाइड्रोजन |
| पैकिंग: | प्लास्टिक का डिब्बा | ओईएम: | स्वीकार करना |
| प्रमुखता देना: | एडब्ल्यूएस E7016 कार्बन स्टील वेल्डिंग रॉड,सीसीएस कार्बन स्टील वेल्डिंग रॉड,सीसीएस उच्च कार्बन वेल्डिंग रॉड |
||
उत्पाद विवरण
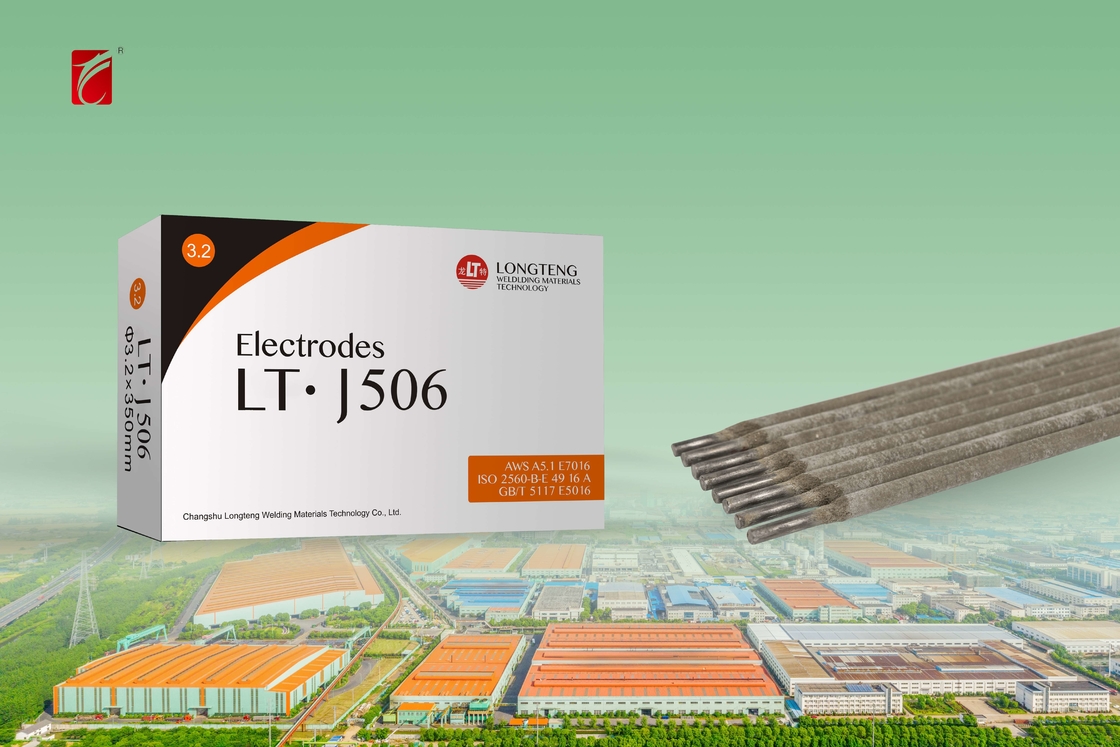
कार्बन स्टील पाइप वेल्डिंग इलेक्ट्रोड के लिए AWS A5.1 E7016 J506 J421 वेल्डिंग रॉड
LT·J506 2.0/2.5/3.2/4.0/5.0 मिमी कार्बन स्टील इलेक्ट्रोड
विशिष्टता:AWS E7016 कम हाइड्रोजन पोटेशियम कोटिंग कार्बन स्टील इलेक्ट्रोड है।इसमें अच्छी वेल्डिंग तकनीकी गुण और एसी चाप स्थिर, कम स्पैटर, वेल्ड की सुंदर उपस्थिति, अच्छी स्लैग डिटैचैलिटी और सभी स्थिति वेल्डिंग है।वेल्ड धातु में उत्कृष्ट प्लास्टिसिटी, कम तापमान-तप और एंटी-क्रैक क्षमता होती है।
मानक के अनुरूप
जीबी/टी 5117 E5016
एडब्ल्यूएस A5.1 E7016
आईएसओ 2560-बीई 49 16 ए
उद्देश्य:यह वेल्डिंग मध्यम-कार्बन स्टील और कम-मिश्र धातु संरचनाओं जैसे कि 16Mn, 09Mn2Si, 09Mn2V और जहाज निर्माण में उपयोग किए जाने वाले स्टील्स जैसे A, B, D, E में लगाया जाता है।
ध्यान:
1. नमी को उजागर करना आसान है, कृपया इसे सूखी स्थिति में रखें।
2. उपयोग करने से पहले इसे 350C तापमान के तहत 1 घंटे तक गर्म करने की आवश्यकता होती है।
3. इसके लिए आधार धातु समाशोधन अशुद्धियों (जैसे तेल, जंग, पानी और इतने पर) की आवश्यकता होती है
4. वेल्डिंग के लिए शॉर्ट एआरसी, नैरो-सर्किट विधि का प्रयोग करें
रासायनिक संरचना(%)
| रासायनिक संरचना | सी | एम.एन. | सी | एस | पी | नी | करोड़ | एमओ | वी |
| गारंटी मूल्य |
मैं 0.15 |
मैं 1.60 |
मैं 0.75 |
0.035 | 0.035 |
मैं 0.30 |
मैं 0.20 |
मैं 0.30 |
मैं 0.08 |
| सामान्य परिणाम | 0.080 | 1.05 | 0.51 | 0.012 | 0.020 | 0.012 | 0.030 | 0.007 | 0.016 |
जमा धातु के यांत्रिक गुण
| प्रयोग हेतु वस्तू | आरएम(एमपीए) | आरईएलई(एमपीए) | ए(%) | के। वी2(जे) | |
| -20 ℃ -30 ℃ | |||||
| गारंटी मूल्य | 490 | 400 | 20 | 47 | 27 |
| सामान्य परिणाम | 540 | 430 | 32 | 175 | 169 |
संदर्भ वर्तमान(एसी,डीसी+)
| व्यास (मिमी) | 2.5 | 3.2 | 4.0 | 5.0 |
| एम्परेज (ए) | 60~100 | 80~140 | 110~210 | 160~230 |
टिप्पणियाँ:
1. इलेक्ट्रोड को 1 घंटे के लिए 350 डिग्री सेल्सियस के तापमान पर पहले से गरम किया जाना चाहिए।जब भी इस्तेमाल किया जाए तो रॉड को पहले से गरम कर लें।
2. वर्कपीस से जंग, तेल के दाग और नमी जैसी अशुद्धियों को साफ किया जाना चाहिए।
3. वेल्डिंग करने के लिए शॉर्ट आर्क की आवश्यकता होती है।संकीर्ण वेल्ड पथ को प्राथमिकता दी जाती है।
अपना संदेश दर्ज करें
| Longteng Special Steel Group |
| No.118 Hualian Road, Tongang Industrial Park, Meili Town, Changshu, Jiangsu, China |
| 86-512-52262313 |
| yinjq@lttg.cn |